产品中心 Products
-
球阀
燃气球阀 | 卡套式球阀 | 高温球阀 | 二片式球阀 | 电动球阀 | 手动球阀 | 焊接球阀 | 三通球阀 | 不锈钢球阀 | 气动球阀 | 内螺纹球阀 | 固定式球阀 | 三片式球阀 | 保温球阀 | 一片式球阀 | 真空球阀 | 衬氟球阀 | 法兰球阀 | 高压球阀 | 卫生级球阀 | 硬密封球阀 | -
蝶阀
保温蝶阀 | 衬氟蝶阀 | 软密封蝶阀 | 信号蝶阀 | 手动蝶阀 | 电动蝶阀 | 法兰蝶阀 | 气动蝶阀 | 不锈钢蝶阀 | 偏心蝶阀 | 伸缩蝶阀 | 真空蝶阀 | 蜗轮蝶阀 | 硬密封蝶阀 | 焊接蝶阀 | 对夹式蝶阀 | 卫生级蝶阀 | -
闸阀
手动闸阀 | 软密封闸阀 | 内螺纹闸阀 | 衬氟闸阀 | 低温闸阀 | 国标闸阀 | 碳钢闸阀 | 电动闸阀 | 信号闸阀 | 法兰闸阀 | 波纹管闸阀 | 气动闸阀 | 锻钢闸阀 | 不锈钢闸阀 | -
截止阀
衬氟截止阀 | 氧气截止阀 | 角式截止阀 | 电动截止阀 | 焊接截止阀 | 手动截止阀 | 不锈钢截止阀 | 低温截止阀 | 气动截止阀 | 燃气截止阀 | 外螺纹截止阀 | 法兰截止阀 | 高温截止阀 | 内螺纹截止阀 | 高压截止阀 | 角座阀 | 波纹管截止阀 | 锻钢截止阀 | -
止回阀
升降式止回阀 | 蝶式止回阀 | 卡套式止回阀 | 多功能止回阀 | 缓闭式止回阀 | 立式止回阀 | 对夹式止回阀 | 旋启式止回阀 | 内螺纹止回阀 | 梭式止回阀 | 卫生级止回阀 | 轴流式止回阀 | 球形止回阀 | 燃气止回阀 | 法兰止回阀 | 不锈钢止回阀 | 消声止回阀 | 锻钢止回阀 | 衬氟止回阀 | -
过滤器
Y型过滤器 | -
调节阀
-
电磁阀
-
美标阀门
美标闸阀 | 美标截止阀 | 美标球阀 | 美标蝶阀 | 美标止回阀 | -
水利控制阀
-
仪表阀,针型阀
-
柱塞阀,旋塞阀
推荐文章
more +推荐产品
more + 高压卡套球阀
高压卡套球阀
 GB标准气动球阀
GB标准气动球阀

销售:13671530603
咨询:021-57522756
邮箱:sw@wotuo.net
地址:上海市奉贤区川南奉公路9860号

硬密封阀门密封面用机械加工修复密封面(一)
硬密封阀门密封面用机械加工修复密封面(一)
阀门密封面在使用介质的腐蚀,冲刷和机械负荷的作用下,特别是用于有颗粒性介质的截止阀、硬密封球阀、闸阀都会将会产生不同程度的磨损和缺陷,当影响阀门的密封性能时,则需对密封面进行修复。如果研磨不能修复磨损及缺陷时,则采用其它多种修复工艺,如机械加工,焊接、镀层、粘接、热处理等,以使密封面恢复原有的尺寸,精度和性能。可以根据实际的情况选用最合适的方法,可以取得事半功倍的效果。当在修复的过程中也有很多值得我们注意和探讨的地方,下面探讨一下机械加工修复密封面磨损:
密封面经常产生的是擦伤、碰伤、压痕、冲蚀、腐蚀等磨损缺陷。当缺陷深度超过0.3毫米时,通常用磨削或车削工艺进行修复。密封面机械加工较难的是硬密封球阀的球形密封面和楔形法兰闸阀的楔式密封面。球形密封面的修复可在车床上进行,可借鉴本章节“机械研磨”中球形研磨机结构,用磨削或旋风铣削加工。楔式闸阀密封面的加工,可用有相应角度的夹具在车床上进行。
硬密封阀门密封面用机械加工修复密封面之前应注意如下事项:
(1)按图纸或产品的结构要求,应明确密封面零件的形状位置公差、精度要求和尺寸要求。
(2)对密封面零件的结构尺寸进行准确的实测,应有一定的加工余量,不能因修复加工后使密封面的零件尺寸改变过大而影响密封面零件的使用。
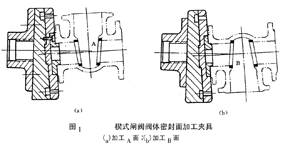
(3)修复前必须严格校正密封面,以保证原密封件的形位公差、精度和尺寸要求。如:楔式闸阀及其启闭件的楔角公差;球阀的球型面公差及不圆度要求;弹簧安全阀阀瓣的结构及尺寸公差;调节阀的流线形节流面尺寸公差等。图1为楔式闸阀阀体密封面车加工夹具,它是由车床法兰、斜度法兰、旋转法兰、偏心定位套、螺栓、
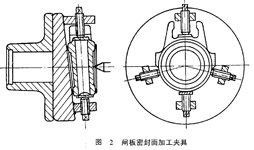
形螺栓等零件组成。车床法兰与车床主轴连接;斜度法兰一般为1:20的斜度,它的斜度与密封面的斜度一样,但斜向相反,以保证密封面旋转时与车削平面在同一平面上,偏心定位套嵌在阀体通道内起定位作用;T形螺栓套在T形槽内;用来夹装阀体上的法兰。图1-a是加工阀体阀座A密封面的形式,斜度法兰厚壁端向下,闸阀阀体中法兰朝上图1-b是加工阀体阀座, 密封面的形式,斜度法兰厚壁端仍旧向下,闸阀阀体中法兰朝下。上面介绍的阀体密封面车加工夹具,为常用夹具。使用该类夹具,需注意闸阀阀体中法兰的偏重问题,要解决好配重,以保证旋转加工过程的平稳。在加工单闸板刀闸阀时应注意两密封面之间的尺寸,若加工尺寸过多,闸板厚度尺寸减薄,在装配时闸板在阀座位置上偏低(俗称“掉线”)而影响其质量,因此。要特别注意单闸板的加工尺寸与角度。双闸板由两块闸板组成,中间有“万向顶”结构,闸板厚度的尺寸可以调整(在“万向顶”的平面端加垫片),双闸板的加工要求比单闸板的加工要求低。为楔式单闸板密封面加工夹具。法兰连接在车床的主轴上,斜度法兰的斜度一般是根据密封面的斜度而确定的。螺栓、螺母有4套,用以调节闸阀闸板位置并作为固定闸板用。为保证闸板与夹具的斜度法兰贴紧和防止闸板飞出,必须用车床的尾座顶住闸板。加工楔式闸板时,要特别注意尽量减少车削量和本文前面提到的注意要求。楔式闸板还可以在平面磨上进行修复,如图4所示,在修磨前一定要注意校正角度,磨削余量较小时,可用千分表找正,使被磨面与磨床平面平行。采用磨削进行修复密封面,一定要注意磨削量,以防止磨削热使密封面硬度降低或产生热裂纹,磨削中要采用冷却液。





 扫一扫
扫一扫