产品中心 Products
-
球阀
燃气球阀 | 卡套式球阀 | 高温球阀 | 二片式球阀 | 电动球阀 | 手动球阀 | 焊接球阀 | 三通球阀 | 不锈钢球阀 | 气动球阀 | 内螺纹球阀 | 固定式球阀 | 三片式球阀 | 保温球阀 | 一片式球阀 | 真空球阀 | 衬氟球阀 | 法兰球阀 | 高压球阀 | 卫生级球阀 | 硬密封球阀 | -
蝶阀
保温蝶阀 | 衬氟蝶阀 | 软密封蝶阀 | 信号蝶阀 | 手动蝶阀 | 电动蝶阀 | 法兰蝶阀 | 气动蝶阀 | 不锈钢蝶阀 | 偏心蝶阀 | 伸缩蝶阀 | 真空蝶阀 | 蜗轮蝶阀 | 硬密封蝶阀 | 焊接蝶阀 | 对夹式蝶阀 | 卫生级蝶阀 | -
闸阀
手动闸阀 | 软密封闸阀 | 内螺纹闸阀 | 衬氟闸阀 | 低温闸阀 | 国标闸阀 | 碳钢闸阀 | 电动闸阀 | 信号闸阀 | 法兰闸阀 | 波纹管闸阀 | 气动闸阀 | 锻钢闸阀 | 不锈钢闸阀 | -
截止阀
衬氟截止阀 | 氧气截止阀 | 角式截止阀 | 电动截止阀 | 焊接截止阀 | 手动截止阀 | 不锈钢截止阀 | 低温截止阀 | 气动截止阀 | 燃气截止阀 | 外螺纹截止阀 | 法兰截止阀 | 高温截止阀 | 内螺纹截止阀 | 高压截止阀 | 角座阀 | 波纹管截止阀 | 锻钢截止阀 | -
止回阀
升降式止回阀 | 蝶式止回阀 | 卡套式止回阀 | 多功能止回阀 | 缓闭式止回阀 | 立式止回阀 | 对夹式止回阀 | 旋启式止回阀 | 内螺纹止回阀 | 梭式止回阀 | 卫生级止回阀 | 轴流式止回阀 | 球形止回阀 | 燃气止回阀 | 法兰止回阀 | 不锈钢止回阀 | 消声止回阀 | 锻钢止回阀 | 衬氟止回阀 | -
过滤器
Y型过滤器 | -
调节阀
-
电磁阀
-
美标阀门
美标闸阀 | 美标截止阀 | 美标球阀 | 美标蝶阀 | 美标止回阀 | -
水利控制阀
-
仪表阀,针型阀
-
柱塞阀,旋塞阀
推荐文章
more +推荐产品
more + 高压卡套球阀
高压卡套球阀
 GB标准气动球阀
GB标准气动球阀

销售:13671530603
咨询:021-57522756
邮箱:sw@wotuo.net
地址:上海市奉贤区川南奉公路9860号

半马氏体不锈钢球阀阀座的焊接工艺
半马氏体不锈钢球阀阀座的焊接工艺
半马氏体不锈钢,也叫作马氏体沉淀硬化不锈钢,代表牌号为:17-4PH。多次试验的结果表明,球体材质采用ZG2Cr13,在其表面堆焊Stellite NO. 6 合金,阀座用17-4PH沉淀硬化不锈钢制造,在球体旋转过程中阀座和球体形成摩擦副,可以减少“抱死”现象的发生,大大提高硬密封球阀的使用性能。因为17-4PH算是使用比较少的一种材料,阀座生产制造工艺比较特殊,和大家讨论下17-4PH的阀座生产过程。
17-4PH钢导热率低,坯料尺寸( 截面) 较大,需要加热较长时间才能达到锻造温度。为了缩短锻造坯料在高温炉中停留的时间,一般需要在990-1020℃的温度条件下预热2h 左右。然后将预热的毛坯放入高温炉中加热,当温度达到锻造温度( 1 180 ~ 1 230℃) 时,保温约1.5h后应立即出炉锻造,防止加热温度过高工件过热、过烧及合金出现类似有富铜相析出的现象。
半马氏体不锈钢球阀阀座的焊接工艺 锻造在锻造温度下,17-4PH 钢的塑性差,变形抗力大,容易出现裂纹。应严格控制锻造温度。始锻温度1180℃,终锻温度1 010℃。毛坯加热3 ~ 3. 5h 达到1 230℃,出炉后进行第一火锻造,未发现异常。回炉加热0.5h后进行第二火锻造,也未发现异常。在900 ~ 950℃ 下进行整平,以防飞边裂纹的产生。另外,在锻造过程中需使用冲子,冲头要有一定的锥度,为增加扩孔效果,可以几个冲子叠加起来使用。
与2Cr13 堆焊Stellite NO.6的表面硬度379HB 相差50HB 以上的是用1040℃×1h,空冷,610℃×4h,空冷方法进行热处理的17-4PH 钢,其硬度为329HB。在锻造毛坯的热处理过程中应注意马氏体开始转变点及时效处理的温度。转变点17-4PH钢的马氏体开始转变点Ms约为121℃,转变终了点Mf约为32℃。阀座属于大截面部件,应于650℃下预热,然后在高温炉中加热至1040℃,保温1h,空冷,需要快冷至32℃以下,即空冷、水冷或油冷,为了防止龟裂,多采用空冷。
时效处理在时效处理时,有富铜相从马氏体中析出,使钢产生沉淀硬化。这时,钢件的收缩率为0.04% ~ 0.06%,越是精密的工件,热处理后对阀座进行机加工越要对此多加考虑。加热可以在大气或真空的环境下进行。如果在大气环境下,应该考虑表面有氧化皮。在时效处理时,如时锻造后禁止快速冷却,以防止锻件开裂,应采用炉冷、坑冷、或灰沙冷却。已知在2Cr13 上堆焊StelliteNO.6的表面硬度测试结果为379HB。而阀座的表面硬度比该硬度要相差50HB 以上,用17-4PH 钢试样进行热处理试验。效温度为620℃左右,工件即使在海上恶劣的环境条件下使用,也不会出现应力腐蚀开裂的现象,即兼有消除应力热处理的作用。若时效温度为620℃,在含H2S 的酸性氯化物溶液中,其耐应力腐蚀开裂性能要比其他沉淀硬化不锈钢更优越。
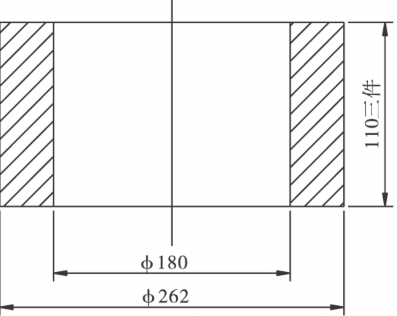
17-4PH 钢阀座的平面图如图所示。按常规加工的工序应为坯料→锻造→固溶处理→粗加工→时效处理→精加工。为了降低制造成本,时效处理可在粗加工前进行,即固溶和时效处理连续进行,粗加工和精加工连续进行。工件以坯料→锻造→固溶处理→时效处理→粗加工→精加工工序进行。加工顺序为①粗车内部和外部尺寸,球R162mm 处留出余量2mm。② 精车完成各部尺寸, 球R162mm 留出研磨余量。③粗磨,精磨完成球
R162mm 尺寸加工。④A 面与其他零件配研,提高光洁度,保证密封性能
17-4PH 钢时效处理后有较高的硬度,因此用作阀座和阀盘等摩擦部件时,可以减少“抱死”现象的发生。17-4PH 钢经热处理后实现了马氏体+ 富铜相强化,达到阀座的力学性能,其硬度达到329HB 或以下,满足摩擦副硬度相差50HB 以上的要求。






 扫一扫
扫一扫